
Was ist UV-Härtung?
Während in diesem Artikel das Thema „Mattierung von Oberflächen mit Excimer-UV-Härtung“ behandelt wird, ist es zunächst wichtig zu erklären, was UV-Härtung ist.
Die UV-Härtung ist eine vielseitige Technologie, die in einer Reihe von Druck- und Beschichtungsanwendungen eingesetzt wird. Es eignet sich für Tintenstrahl-, Flexo-, Tiefdruck-, Sieb-, Offset-, Schlitzdüsen-, Mayer-Stab-, Walzen-, Vorhang- und Sprühverfahren sowie für viele andere Übertragungs- und Abscheidungsmethoden.
Quecksilberdampf, Leuchtdioden (LED) und Excimerlampen liefern alle UV-Energie an Teile und Substrate in Produktionsumgebungen. Einige Herstellungsverfahren umfassen sogar Kombinationen der drei Technologien, um bestimmte Eigenschaften zu erzielen, die mit einer einzigen UV-Härtungstechnologie allein nicht möglich wären.
Die UV-Härtung ermöglicht es Schmal-, Mittel- und Breitbahnverarbeitern, Druckfarben, Beschichtungen, Klebstoffe und Extrusionen schnell inline, auf kleinem Raum und mit hoher Geschwindigkeit auszuhärten und gleichzeitig Leistungseigenschaften zu erzielen, die über denen liegen, die mit herkömmlich getrockneten Materialien erreichbar sind.
UV-Härtung trocknet nicht. Es handelt sich um eine chemische Reaktion auf molekularer Ebene, die flüssigkeitsähnliche Materialien, die sich feucht anfühlen, in vernetzte Polymere umwandelt, die sich vollständig trocken anfühlen. Zum Vorteil der Konverter erfolgt diese Materialumwandlung innerhalb von Sekundenbruchteilen.
UV-Formulierungen bestehen in der Regel zu 100 % aus Feststoffen, enthalten keine flüssigen Träger, die verdampft werden müssen, und erfordern keine energieverbrauchenden Thermotrockner, die auch Wärme auf die Bahn übertragen. Sobald eine Bahn eine UV-Härtungsstation verlässt, ist sie sofort für die Weiterverarbeitung, das Schneiden, Schneiden, Aufwickeln und den Versand bereit.
Darüber hinaus verkratzen, beschädigen oder beschädigen UV-gehärtete Oberflächen nicht, wenn sie durch nachgelagerte Fertigungslinienkomponenten oder Endbearbeitungsgeräte laufen. All dies sorgt dafür, dass in Bearbeitung befindliche Waren nicht mehr im Lager sind, reduziert den Ausschuss und ermöglicht kürzere Durchlaufzeiten.
UV-initiierte Reaktionen erzeugen starke chemische Bindungen zwischen Molekülen und sorgen für eine hervorragende Haftung auf Substraten. Im Vergleich dazu verbleiben bei herkömmlichen Bahn- und Blatttrocknungsprozessen unverbundene Restfeststoffe auf der Oberfläche von nicht porösen Substraten wie Polymerfolien und beschichteten Papieren oder sind in den oberen Schichten poröser Materialien wie unbeschichteten Papieren dispergiert. Ein weiteres Merkmal UV-initiierter Vernetzungsprozesse ist die Erzeugung langer kontinuierlicher Molekülketten, die äußerst wünschenswerte und robuste funktionelle und ästhetische Eigenschaften hervorbringen.
Matt vs. Glanz
UV-gehärtete Materialien erscheinen auf natürliche Weise glänzend und glänzend. Dies ist darauf zurückzuführen, dass UV-Formulierungen zu 100 % aus Feststoffen bestehen und niedrige Molekulargewichte aufweisen. Diese beiden Eigenschaften ermöglichen, dass UV-Formulierungen beim Auftragen sanft und gleichmäßig über die Bahn fließen und dann sofort an Ort und Stelle aushärten. Glatte Oberflächen sind von Natur aus reflektierend, was bedeutet, dass das Licht im gleichen Einfallswinkel von der ausgehärteten Oberfläche gelenkt wird. Je spiegelnder eine Oberfläche ist, desto glänzender und spiegelähnlicher erscheint sie.
Alternativ sind matte Oberflächen rau und haben eine größere Gesamtoberfläche. Dadurch absorbieren matte Oberflächen mehr Licht als glänzende Oberflächen. Matte Oberflächen streuen reflektiertes Licht zudem in zahlreiche Richtungen. Dies wird als diffuse Reflexion bezeichnet und ist der Grund dafür, dass matte Oberflächen matt erscheinen und Anti-Glanz- und Anti-Fingerprint-Eigenschaften aufweisen.
UV-Formulierer erzeugen matte oder halbglänzende Materialien durch Zugabe von Mattierungsmitteln. Mattierungsmittel sind feste Partikel wie Quarzstaub, Kalziumkarbonat und Wachs- oder Talkpulver, die in die Oberfläche des Materials einhärten. Die Variation der Partikelgröße und Zusammensetzung dieser Additive hat Einfluss darauf, wie das Licht von der ausgehärteten Oberfläche gestreut wird und wie matt diese daher erscheint. Leider sind der Menge an Mattierungsmitteln, die den Formulierungen zugesetzt werden kann, und der dadurch erreichbaren Glanzreduzierung Grenzen gesetzt. Dies liegt daran, dass eine zu große Konzentration an Feststoffpartikeln die Transparenz verringert und die Viskosität erhöht, was die Anwendung der Formulierung erschwert. Durch die Einbindung von Excimer-UV-Lampen in Härtungsverfahren können Verarbeiter matte Oberflächen ohne den Einsatz von Mattierungsmitteln herstellen.
UV-Härtungsquellen
Während Quecksilberdampf-, LED- und Excimerlampen-Technologien alle ultraviolette Energie emittieren, sind die Mechanismen zur Energieerzeugung sowie die Eigenschaften der entsprechenden UV-Leistung sehr unterschiedlich. Das Verständnis dieser Unterschiede ist entscheidend für die korrekte Anwendung der Technologie und die Maximierung ihres Werts.
Quecksilberdampflampen
Quecksilberdampflampen sind Mitteldruck-Gasentladungslampen, bei denen eine kleine Menge elementares Quecksilber und eine spezielle Mischung aus Inertgas in einem versiegelten Quarzrohr zu einem Plasma verdampft werden. Sobald das Quecksilberplasma verdampft ist, erzeugt es einen UV-Strahl mit breitem Spektrum, der 360 ° von der Quarzröhre abstrahlt. Optimal geformte Reflektoren, die sich hinter dem Quarzrohr befinden, konzentrieren die emittierte UV-Energie auf die Bahn oder den Bogen. Ein Bild mehrerer Quecksilberdampflampen und einer Lampenkopfbaugruppe ist in Abbildung 1 (a) dargestellt.
Mehr über die Quecksilberdampflampensysteme von GEW erfahren Sie hier.
UV-LED-Lampen
Bei LED-Lampen handelt es sich um Festkörperelektronik, die aus zahlreichen Chips aus dünnen, halbleitenden, kristallinen Materialien besteht, die in einer einzelnen Reihe oder einer Kombination aus Reihen und Spalten elektrisch miteinander verbunden sind. Wenn freie Elektronen im negativen Bereich der LED in den positiven Bereich übergehen, gehen sie in einen Zustand niedrigerer Energie über. Der jeweilige Energieabfall wird vom Halbleiter als Kombination aus Licht und Wärme freigesetzt. Die von LEDs abgegebene Wärme ist auf elektrische Ineffizienzen und nicht auf Infrarotenergie zurückzuführen.
UV-LEDs emittieren quasi-monochromatische Energiewellenlängenbänder, wenn sie an eine Gleichstromquelle angeschlossen werden. Das emittierte Licht wird von jeder LED ohne Verwendung von Reflektoren um volle 180° nach vorne projiziert, lässt sich schnell und einfach ein- und ausschalten und verfügt über eine vollständige lineare Leistungsanpassung. Eine Darstellung von drei LED-Modulen, die in ein viel längeres Array mit viel mehr Modulen integriert sind, sowie eines entsprechenden LED-Lampenkopfs ist in Abbildung 1 (b) dargestellt. Jedes der violetten Quadrate in der Grafik stellt eine einzelne LED dar.
Hier erfahren Sie mehr über die UV-LED-Härtungssysteme von GEW.
Excimer-Lampen
Excimerlampen gehören wie Quecksilberdampflampen zu den Gasentladungslampen. Excimerlampen bestehen aus einem Quarzrohr, das als dielektrische Barriere dient. Das Rohr ist mit Edelgasen gefüllt, die Excimer- oder Exciplex-Moleküle bilden können. Verschiedene Gase erzeugen unterschiedliche angeregte Moleküle und bestimmen, welche spezifischen Wellenlängen von der Lampe emittiert werden.
Eine gewickelte Elektrode verläuft entlang der Innenlänge des Quarzrohrs, während Erdungselektroden entlang der Außenlänge verlaufen. Mit hohen Frequenzen werden Spannungen in die Lampe gepulst. Dadurch fließen Elektronen innerhalb der Innenelektrode und entladen sich über das Gasgemisch zu den Außenerdungselektroden. Dieses wissenschaftliche Phänomen ist als dielektrische Barrierenentladung (DBD) bekannt.
Während sich Elektronen durch das Gas bewegen, interagieren sie mit Atomen und erzeugen energiereiche oder ionisierte Spezies, die Excimer- oder Exciplex-Moleküle produzieren. Excimer- und Exciplex-Moleküle haben eine unglaublich kurze Lebensdauer, und wenn sie von einem angeregten Zustand in einen Grundzustand zerfallen, werden Photonen mit einer quasi-monochromatischen Verteilung emittiert. Ein Bild einer Excimer-Lampe und des entsprechenden Lampenkopfes ist in Abbildung 1 (c) dargestellt.
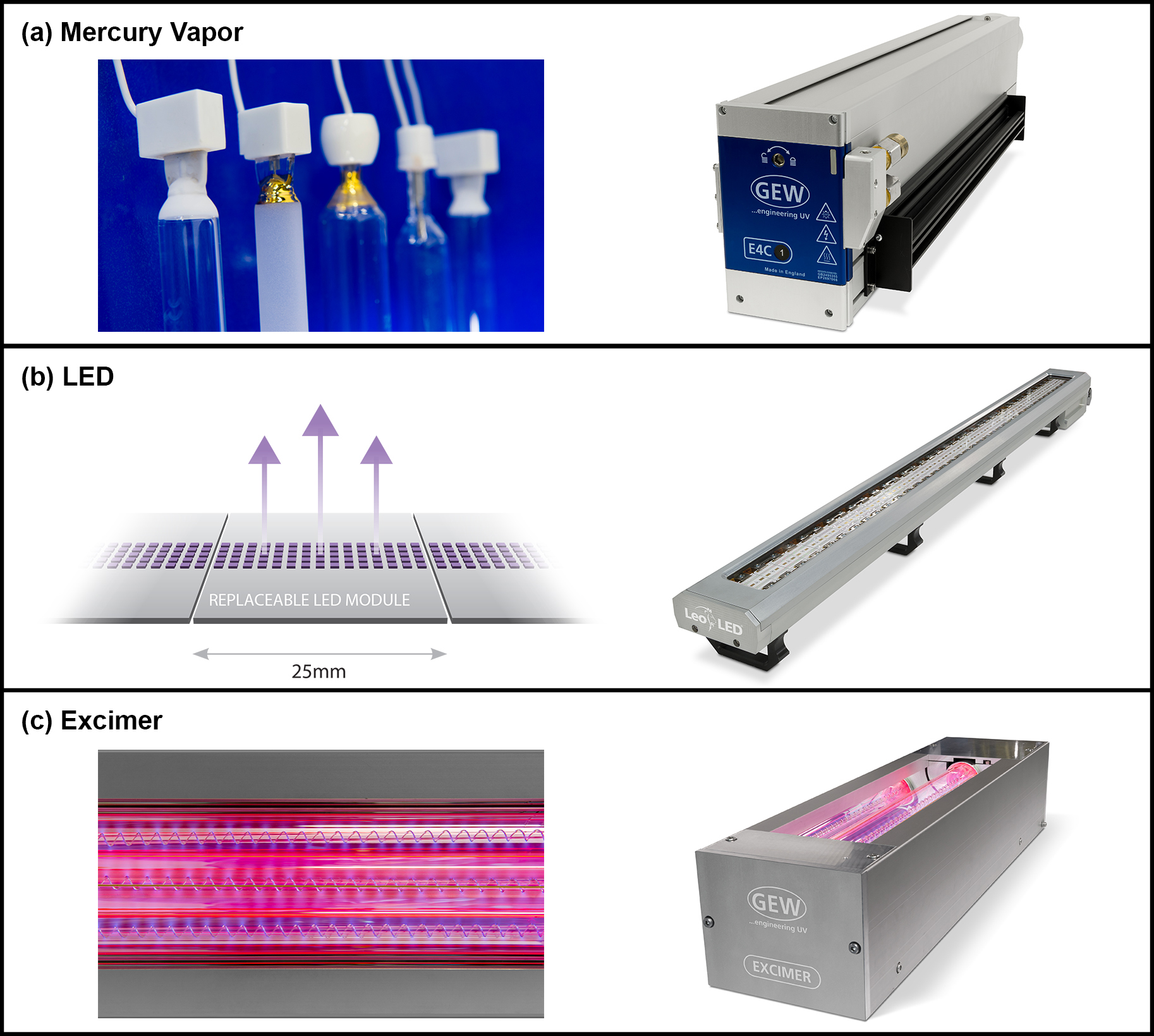
Abbildung 1: Arten von UV-Härtungslampen, die bei der Bahnverarbeitung verwendet werden.
Mehr über die Excimer-Härtungssysteme von GEW erfahren Sie hier.
Kritische Unterschiede in den emittierten Wellenlängen
Eines der wichtigsten Unterscheidungsmerkmale von Elektrodenlichtbogen-, LED- und Excimerlampen ist die Spektralverteilung. Quecksilberdampflampen sind breitbandig und emittieren eine Mischung aus VUV (100 bis 200 nm), UVC (200 bis 285 nm), UVB (285 bis 315 nm), UVA (315 bis 400 nm) und UVV (400 bis 450 nm). ), sichtbar (400 bis 700 nm) und Infrarot (700 nm bis 1 mm). Während abgestrahltes Licht jeder Wellenlänge Energie enthält, die in Wärme umgewandelt werden kann, sind Infrarotwellenlängen das Hauptwärmeerzeugungsband. LED-Härtungslampen emittieren überwiegend schmale UV-Banden mit der Mitte bei einem der folgenden Bereiche: UVA (365, 385, 395 nm) oder UVV (405 nm), während Excimerlampen schmale UV-Banden mit der Mitte bei VUV (172 nm) oder UVC (222 nm) emittieren. oder UVA (308, 351 nm).
Kürzere Wellenlängen wie VUV und UVC haben eine relativ geringe Durchdringung von Filmen bei relativ höherer Energie pro Photon. Im Gegensatz dazu haben längere Wellenlängen wie UVA und UVV eine relativ größere Durchdringung von Filmen, enthalten jedoch weniger Energie pro Photon. Die Beziehung zwischen Wellenlängenabsorption und Transmissionstiefe für jedes ultraviolette Energieband ist in Abbildung 2 dargestellt.
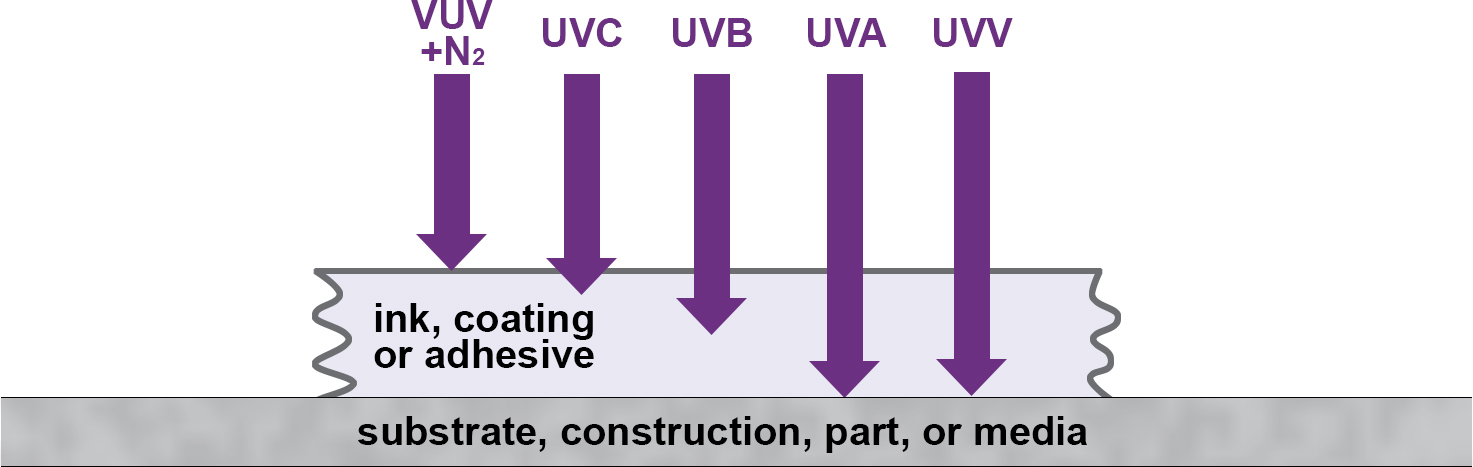
Abbildung 2: Wellenlängen von VUV und UVC werden an der Filmoberfläche absorbiert, während Wellenlängen von UVA und UVV über die gesamte Filmdicke absorbiert werden.
Mattieren von Oberflächen mit Excimer-Lampen
Vakuum-UV-Photonen (100 bis 200 nm) enthalten die meiste Energie aller UV-Wellenlängen, werden jedoch in den oberen 10 bis 200 nm eines Films vollständig absorbiert. Daher vernetzen 172-nm-Excimerlampen nur die äußerste Oberfläche von UV-Formulierungen und müssen immer in Reihe mit Quecksilber- oder LED-Systemen integriert werden, um die volle Aushärtetiefe zu erreichen.
Immer wenn ein aufgebrachter UV-Film in einer stickstoffinerten Umgebung Wellenlängen um 172 nm ausgesetzt wird, bildet sich an der Oberseite des Films sofort Falten und löst sich vom darunter liegenden, ungehärteten Material. Diese Faltenbildung führt zu Mikrofalten und vergrößert die Gesamtoberfläche der Tinte oder Beschichtung. Dadurch eignet sich Excimer ideal zur Mattierung und macht den Einsatz von Mattierungsmitteln überflüssig.
Bei einem zweistufigen Aushärtungsprozess wird Excimer zur Oberflächenhärtung und entweder Quecksilber oder LED zur endgültigen Aushärtung verwendet. Bei einem dreistufigen Aushärtungsprozess wird vor der Excimerlampe eine LED mit geringer Leistung oder eine mit Gallium dotierte Quecksilberbogenlampe eingesetzt. Diese „Vorgelier“-Lampe erhöht die Viskosität der Tinte oder Beschichtung, um das Ausfließen zu begrenzen und die Gleichmäßigkeit der Mattierung auf der gesamten Bahn zu verbessern. Es wird auch eine gewisse begrenzte Kontrolle über den Glanzgrad erreicht. Eine Darstellung eines schrittweisen Excimer-UV-Härtungsprozesses ist in Abbildung 3 dargestellt.
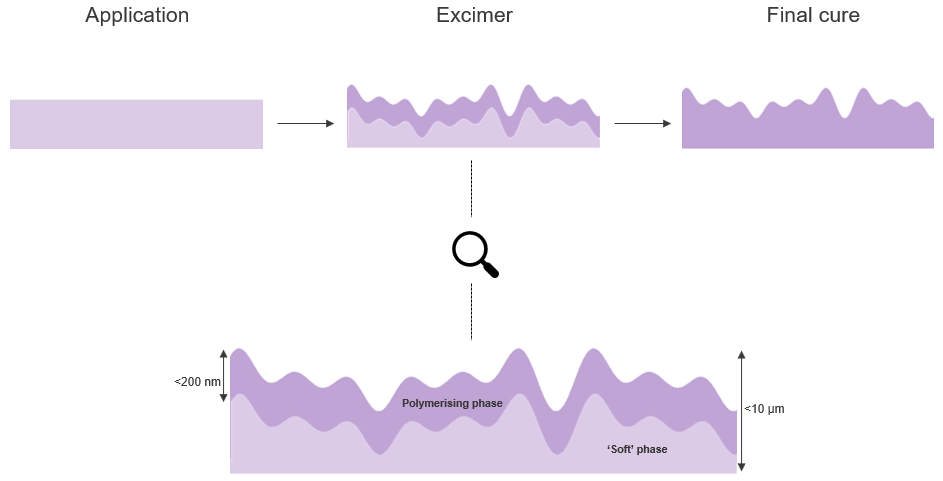
Abbildung 3: Mattierungsprozess mit Excimer in Kombination mit Quecksilberdampf oder LED zur endgültigen Aushärtung.
Das Falten einer Folienoberfläche mit Excimerlampen führt zu einer raueren Oberfläche im Vergleich zu mit Quecksilberdampf oder LED gehärteten Formulierungen. Rauere Oberflächen ermöglichen die Absorption größerer Lichtmengen im ausgehärteten Material und streuen gleichzeitig reflektiertes Licht in viele Richtungen. Das Ergebnis ist ein wunderschönes mattes Erscheinungsbild, das Blend- und Fingerabdruckschutz sowie die mit der UV-Härtung verbundene Flecken-, Chemikalien- und physikalische Abrieb- und Verschleißfestigkeit bietet. Sehr niedrige Glanzwerte um 2 GU sind mit Mattierungsmitteln nicht möglich, können aber mit der Excimer-UV-Härtung problemlos erreicht werden. Obwohl die Oberfläche im Vergleich zu ausschließlich mit Quecksilberdampf oder LED ausgehärteten Materialien rauer ist, sorgt die mit Excimer-Lampen erzeugte größere Oberfläche dafür, dass sich die ausgehärteten Oberflächen außerdem weich anfühlen.
Mehr über eine typische ExciRay-Integration mithilfe der Excimer-Technologie von GEW erfahren Sie auf unserer Produktseite.
Excimer-Anwendungen
Excimer-UV-Härtung bei Bahn- und Blattbreiten von bis zu 2,3 Metern wird in zahlreichen industriellen Verarbeitungsanwendungen eingesetzt. Prozesse und Produkte, die ein gleichmäßiges und kontrollierbares mattes Finish erfordern, eignen sich am besten für diese Technologie. Beispiele hierfür sind Finish- und Verpackungsfolien sowie Dekorpapiere, die mithilfe von Excimer-Lampen hochwertige Oberflächen auf Möbeln und Innenarchitekturprodukten erzeugen. Häufig werden auch Laminat- und PVC-Bodenbeläge in stark frequentierten Räumen und Gehwegen sowie in Krankenhäusern und Labors eingesetzt, die sterilere und schmutzabweisendere Oberflächen wünschen. Andere umfassen Glas- und Kunststoffteile und Baugruppen, die in elektronischen Geräten, Automobilen und anderen Branchen verwendet werden, in denen blendfreie und Anti-Fingerabdruck-Oberflächen erwünscht sind. Obwohl die Excimer-Technologie nicht neu ist, erfährt sie bei Verarbeitern und Produktherstellern sicherlich zunehmende Aufmerksamkeit. Dies liegt daran, dass die Excimer-UV-Härtung eine unglaubliche Leistungsfähigkeit des Endprodukts bietet, die mit keiner anderen Methode erreicht werden kann.
Um mehr über ExciRay zu erfahren, die Excimer-Technologie von GEW, die beim Mattieren von Oberflächen mit Excimer verwendet wird, besuchen Sie unsere ExciRay-Seite.
